
СБОРНИК СТАТЕЙ
| Главная » Статьи » Всего статей |
Анилоксовый валик представляет собой равномерно выгравированный цилиндр. Он входит в красочную секцию флексографской печатной машины и служит для нанесения печатной краски на печатную форму. Доминирующим типом валиков, используемых сегодня, является стальной цилиндр с керамическим покрытием толщиной 0.006-0.010 дюйма, полученным плазменным напылением. В керамическом слое ячейки формируются СО2- лазером путем абляции. Линиатура гравирования и глубина ячеек контролируются электронными устройствами, оснащенными специальным программным обеспечением. Причём могут быть заданы любые теоретически возможные параметры записи. Можно располагать круглые ячейки практически под любым углом в отличие от электромеханического гравирования алмазным резцом медных покрытий. Керамическая поверхность чрезвычайно прочная, что очень важно для качества печати. Поскольку краска с перемычек снимается ракельным ножом, анилоксовые валики должны быть износостойкими. Износ керамических валиков наблюдается только при очень длительной эксплуатации. По сравнению с керамическими валиками, хромированные медные менее устойчивы к износу. Кроме того, новые требования, предъявляемые к спецификации анилоксовых валиков, вызвали удлинение процесса гравирования и потребовали очень высокого мастерства при изготовлении гравировального инструмента, что сопряжено с дополнительными затратами. Это предопределило большую конкурентоспособность керамических валиков по сравнению с хромированными. Угол гравирования ячеек всегда указывается по отношению к оси цилиндра. Чаще всего применяются следующие значения углов: 900, 600, 450 и 300 Давно доказана эффективность угла гравирования 450. А вот угол в 900 из-за плохих механических свойств в последнее время практически не используется, поскольку при нём неравномерно изнашивается ракельный нож. При обоих значениях угла гравирования ячейка имеет прямоугольную форму. Угол 450 характеризуется большим временем вытекания краски из ячейки, поскольку ее профиль конусообразный. При углах 600 и 300 ячейка имеет гексагональную форму. Преимущества такого гравирования: - более плотное заполнение ячеек; - меньший размер точек, в которых сходятся перемычки ячеек (если угол гравирования равен 450 или 900, в одной точке сходятся четыре перемычки, если угол 300 или 600 ,то в одной точке сходятся три перемычки); - на одной и той же поверхности умещается на 12-15 % больше ячеек; - краска наносится более равномерно при меньшем количестве. Между 300 и 900 есть сходство. Ячейки располагаются под тупым углом по отношению к оси валика; опять-таки формируются ряды ячеек перпендикулярные оси валика, способствующие большому износу ракеля. В свою очередь, угол гравирования 600 обеспечивает на 12 % больше ячеек на единицу поверхности, более равномерную печать, лучший краскопере-нос и контраст. Угол гравирования анилокса и угол поворота растра на печатной форме Угол гравирования анилокса особым образом связан с углом поворота растра на печатной форме. Если угол гравирования будет равен углу поворота растра, на оттиске возникнет муар. Проведенные математические расчеты и опытные исследования позволили рекомендовать значение угла поворота растра на печатной форме (табл. 1). Таблица 1 -Линиатуры поворота растра на печатной форме
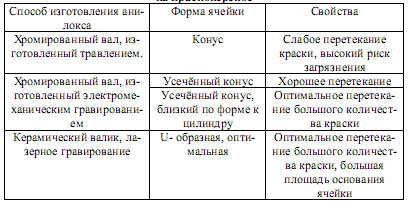
Форма ячейки От конфигурации ячейки на анилоксе зависит краскоперенос печатного процесса (табл. 2). Ячейки разной формы могут иметь одинаковый объём, тем не менее, на практике валики в зависимости от формы ячейки, переносят разное количество краски. Более глубокая ячейка не означает обязательно больший объём переносимой краски. На объём вытекающей краски влияет сочетание большого количества факторов: - реологические свойства краски; - состав и свойства формных пластин; - тип машины; - приводка; - скорость печати; - тип запечатываемого материала; - условия печати и др. Таблица 2 - Влияние формы ячейки анилоксового вала на краскоперенос
Глубина гравирования всегда зависит от линиатуры растра. Чем больше линий на сантиметр, тем больше на валике стенок и перемычек, что ухудшает свойства поверхности валика с точки зрения перетекания краски. Более высокая линиатура при одинаковой глубине ячеек также означает меньший объём краски, переносимой поверхностью валика. Соотношение перемычки/ячейки указывает на то, какая часть поверхности валика занята ячейками, а какая - перемычками. Чтобы количество переносимой краски было как можно больше, перемычка делается как можно тоньше. Недостаток перемычек влечёт за собой быстрый износ и разрушение валика, поэтому при интенсивной эксплуатации перенос краски снижается очень быстро. Чтобы увеличить толщину перемычек, ведущие производители анилоксовых валов возвращаются к форме ячейки с углом 450 взамен популярного в последние годы угла 600. Новый стандарт в изготовлении растровых валов предложила фирма Applied Laser Engineering. На своей лазерной гравировальной машине Meridian 2000 она может гравировать анилоксовые валы с линиатурой до 1000 ячеек/см (2540 ячеек/дюйм). Высокая разрешающая способность достигнута за счёт применения так называемой «одномикронной лазерной технологии». Современные валики, изготовленные с помощью сложнейшей технологии высокоточного гравирования, имеют очень тонкие ячейки, ширина их примерно равна 2 мкм. Для качественной растровой флексографской печати накат краски представляет собой одну из главных проблем. Функция анилоксового валика состоит не только в переносе достаточного количества краски, но и в обеспечении равномерности раската краски. Важным требованием является получение насыщенных цветов в светах без подачи лишнего количества краски на растровые точки небольшого размера. Если краски слишком много, то она накапливается между растровыми точками в рельефе печатной формы и полностью заполняет растр формы, а тоновое значение увеличивается и контраст оттиска снижается. При этом возможно даже разбрызгивание краски на оттиске. Очень важно правильно подобрать линиатуру гравированного растра, учитывая, какую самую маленькую растровую точку поддерживает данный валик. При этом растровая точка печатной формы не должна углубляться в ячейку валика. Конечно, это не всегда возможно, потому что печать тонких растров требует очень тонкой гравировки. Линиатура анилоксового вала находится в прямой зависимости от линиатуры печатной формы. Их соотношение должно быть примерно 6 к 1 (например, 324 лин/см на растровом валике - 54 лин/см на форме). Практические исследования подтвердили, что до запечатываемого материала доходит только 23-25 % объёма краски из ячеек анилоксового вала, поскольку с анилокса на печатную форму переносится половина, а потом половина от этого количества на запечатываемый материал. Следовательно, если по расчётам для достижения желаемого цвета требуется объём краски или лака «х», то объём ячеек необходимого анилокса будет равен «х» умноженное на четыре. Именно эта величина и будет определять требуемый объём наносящего вала. Оптимальный и правильный выбор анилокса обеспечит не только качественную печать, но и уменьшит себестоимость готовой продукции. | |
| Просмотров: 12016 | Комментарии: 7 | Теги: | Рейтинг: 3.2/4 |

| Всего комментариев: 7 | ||||
| ||||
